


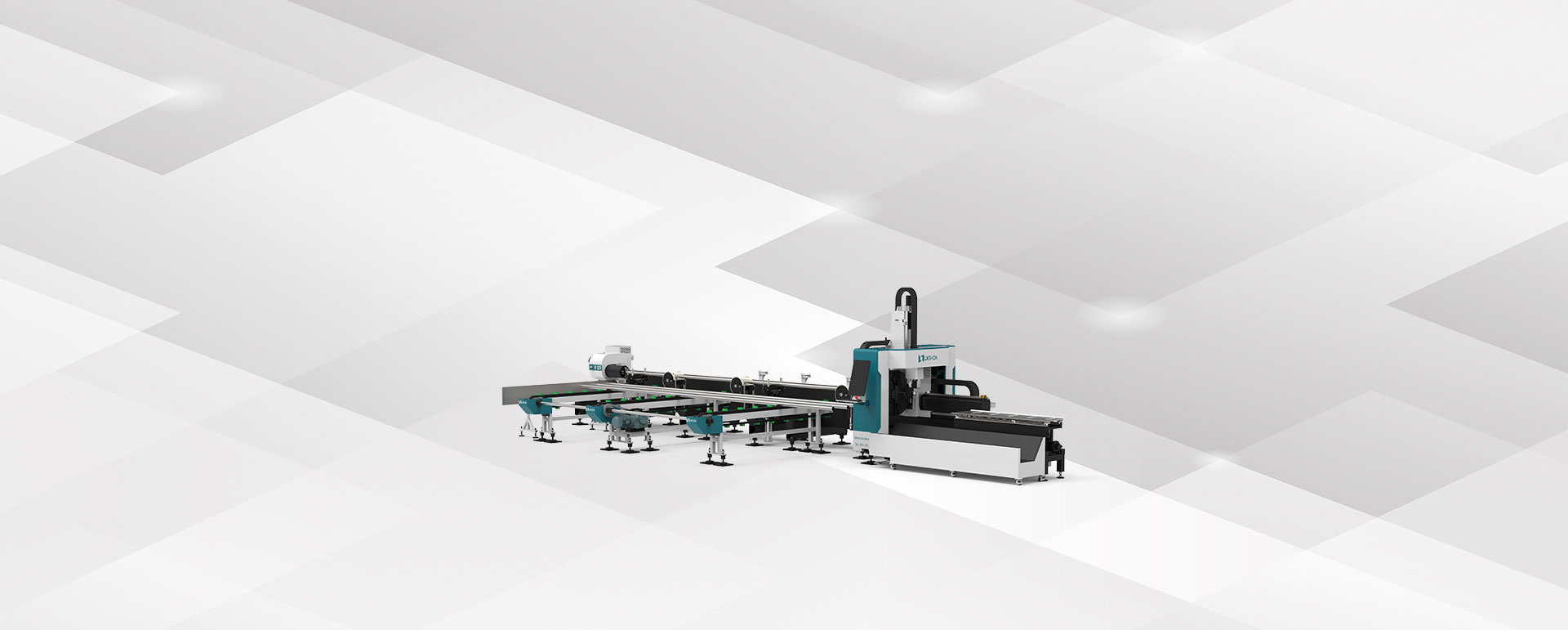
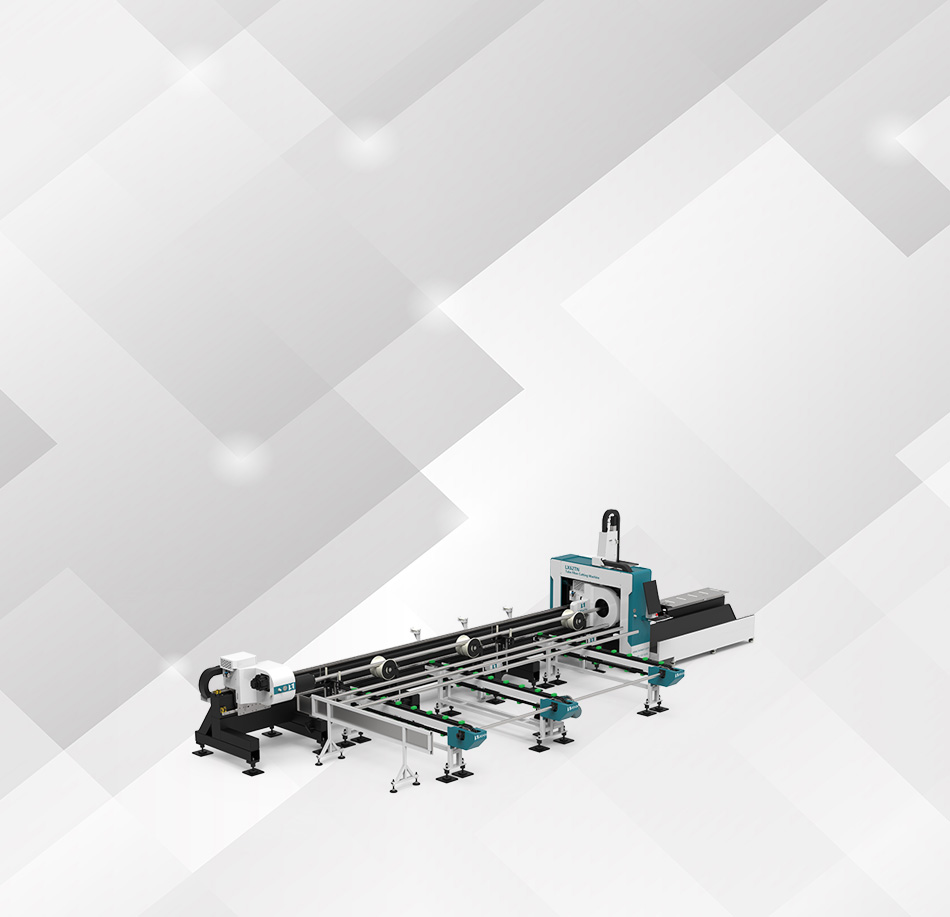

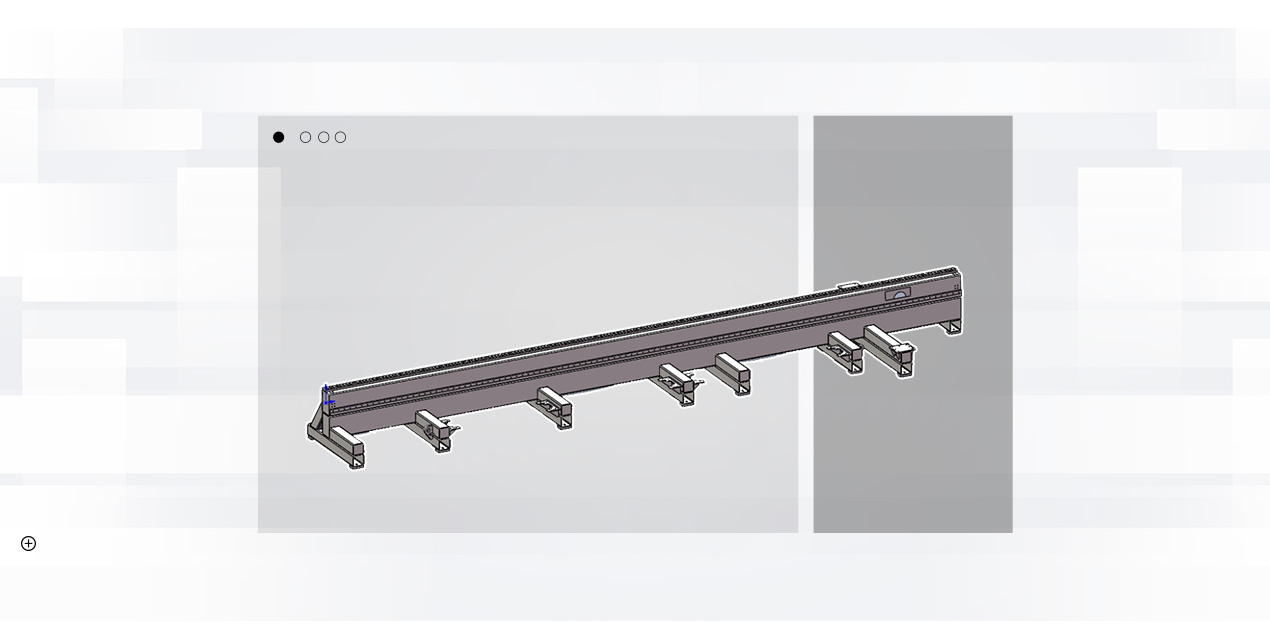
Structure à suspension latérale, lit monobloc soudé
Le banc adopte une structure latérale suspendue et est constitué d'un bâti monobloc soudé, recuit pour éliminer les contraintes internes. Après l'ébauche, un traitement de vieillissement par vibration est effectué avant l'usinage de finition, améliorant ainsi considérablement la rigidité et la stabilité de la machine-outil et garantissant sa précision. L'entraînement par servomoteur à courant alternatif est piloté par un système de commande numérique. Le mandrin effectue un mouvement de va-et-vient sur l'axe Y grâce à l'entraînement du moteur, permettant des déplacements et des avances rapides. La crémaillère et le rail de guidage linéaire de l'axe Y sont tous deux de haute précision, garantissant ainsi la précision de la transmission. Des interrupteurs de fin de course sont installés aux deux extrémités de la course, et un dispositif de butée mécanique assure la sécurité des mouvements de la machine-outil. Un système de lubrification automatique lubrifie régulièrement les pièces mobiles du banc afin d'assurer leur bon fonctionnement et d'allonger la durée de vie des rails de guidage, des engrenages et des crémaillères.
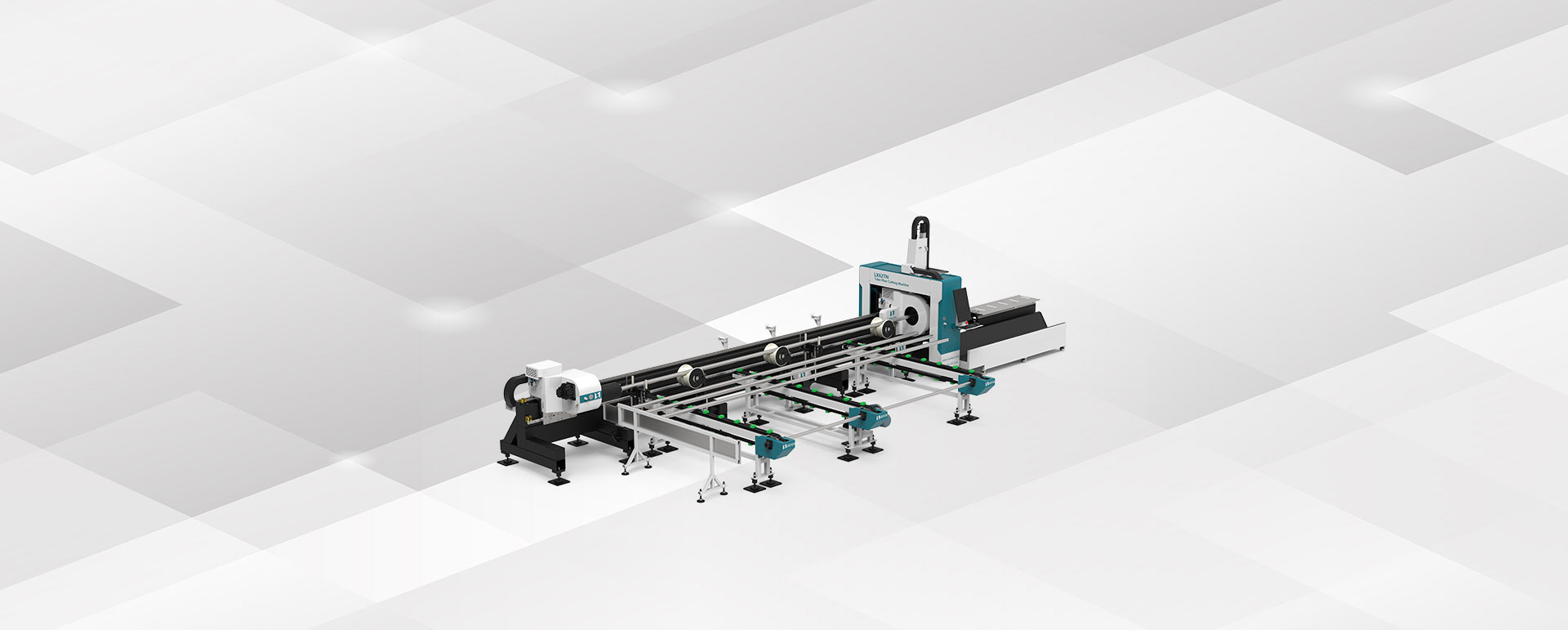
Dispositif d'alimentation frontale
Le dispositif d'alimentation avant comprend une plaque de support commandée par un vérin pneumatique, qui soutient le tuyau lorsque le tuyau coupé est long et l'empêche de s'affaisser.
Lors de la découpe de la pièce, le vérin de support relevé maintient la plaque de support qui soutient le tube et l'empêche de s'affaisser. Une fois la découpe terminée, tous les vérins de support relevés se rétractent, la pièce tombe sur la plaque de masquage et glisse vers son emplacement de stockage. Le mouvement des vérins est géré automatiquement par le système.
La partie avant est également divisée en deux types : à suivi automatique et à réglage manuel.


Mécanismes de soutien
Deux ensembles de mécanismes de support sont installés sur le lit, et deux types sont disponibles :
1. Le support de suivi est actionné par un servomoteur indépendant pour se déplacer verticalement, principalement afin de compenser la déformation excessive des tubes longs (tubes de petit diamètre) lors de la coupe. Lorsque le mandrin arrière atteint la position souhaitée, le support auxiliaire peut être abaissé par précaution.
2. Le support de roue à diamètre variable est levé et abaissé par le cylindre, et il peut être ajusté manuellement à différentes positions d'échelle pour supporter des tuyaux de différentes tailles.
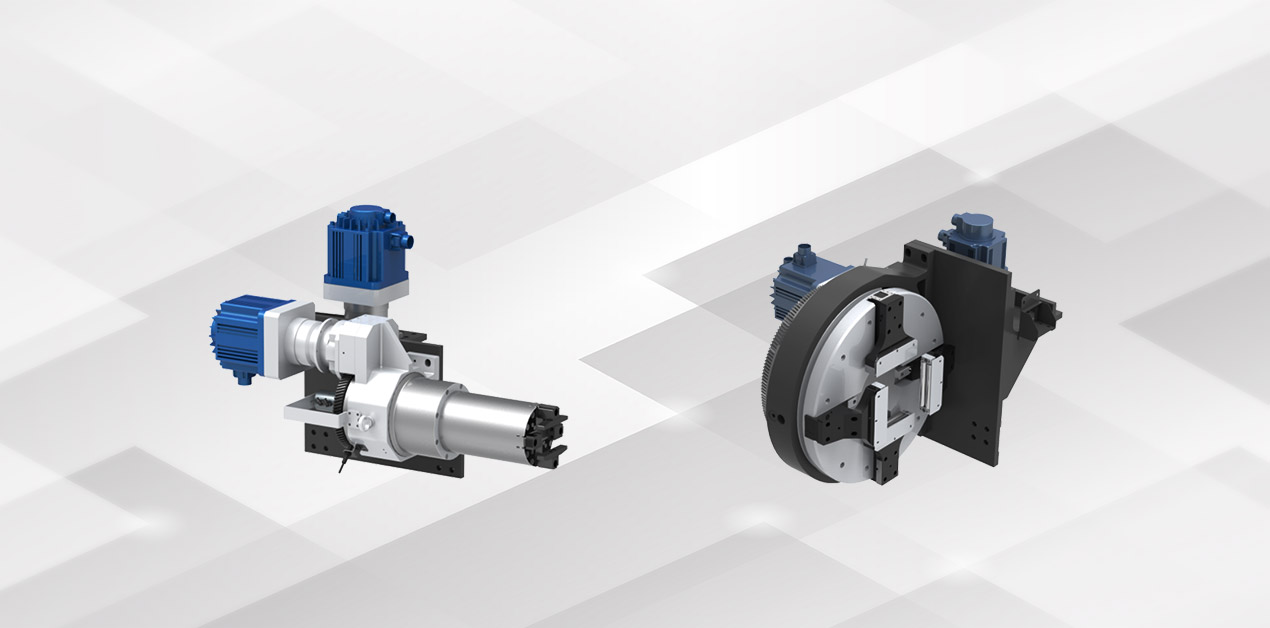
Mandrin
Le mandrin est composé de deux mandrins pneumatiques à course complète, avant et arrière, pouvant se déplacer selon l'axe Y. Le mandrin arrière assure le serrage et l'alimentation du tube, tandis que le mandrin avant, installé à l'extrémité du banc, sert au serrage des matériaux. Les mandrins avant et arrière sont actionnés par des servomoteurs pour une rotation synchrone.
Grâce au serrage conjoint de deux mandrins, la coupe de queue courte peut être réalisée, et la queue courte de la bouche peut atteindre 20 à 40 mm, tout en prenant en charge la coupe de queue courte de queue plus longue.
La machine de découpe de tubes de la série TN adopte la méthode de déplacement et d'évitement du mandrin, ce qui permet de réaliser la découpe avec deux mandrins en permanence, sans que le tube ne soit trop long et instable, et avec une précision insuffisante.
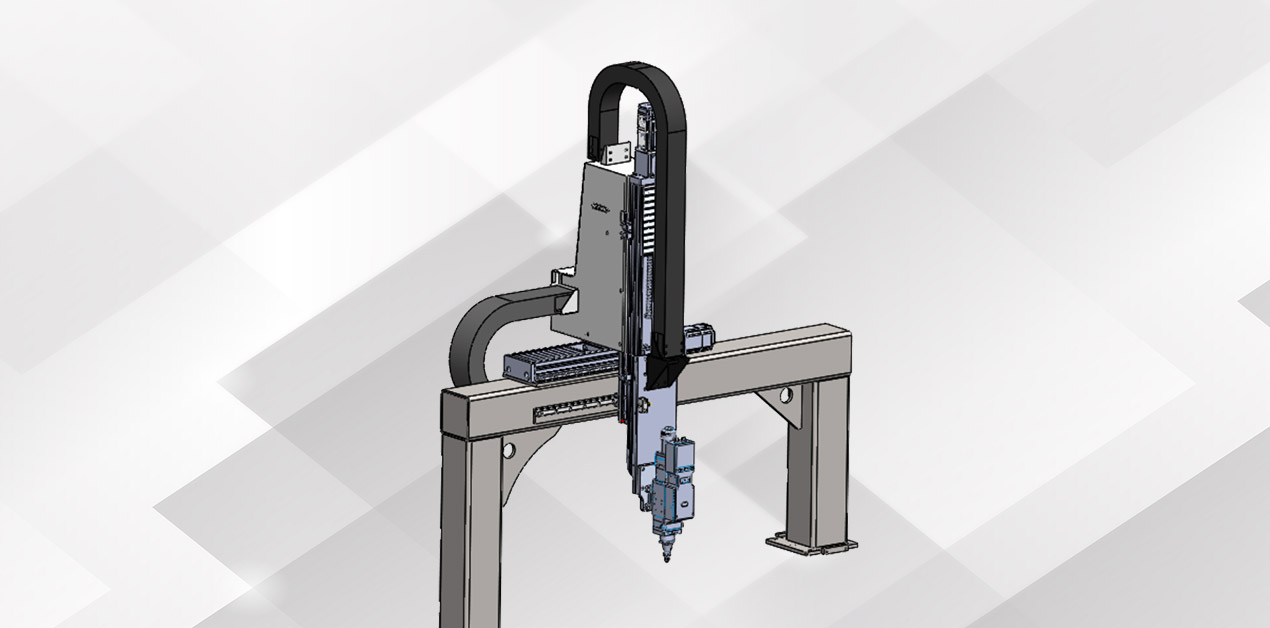
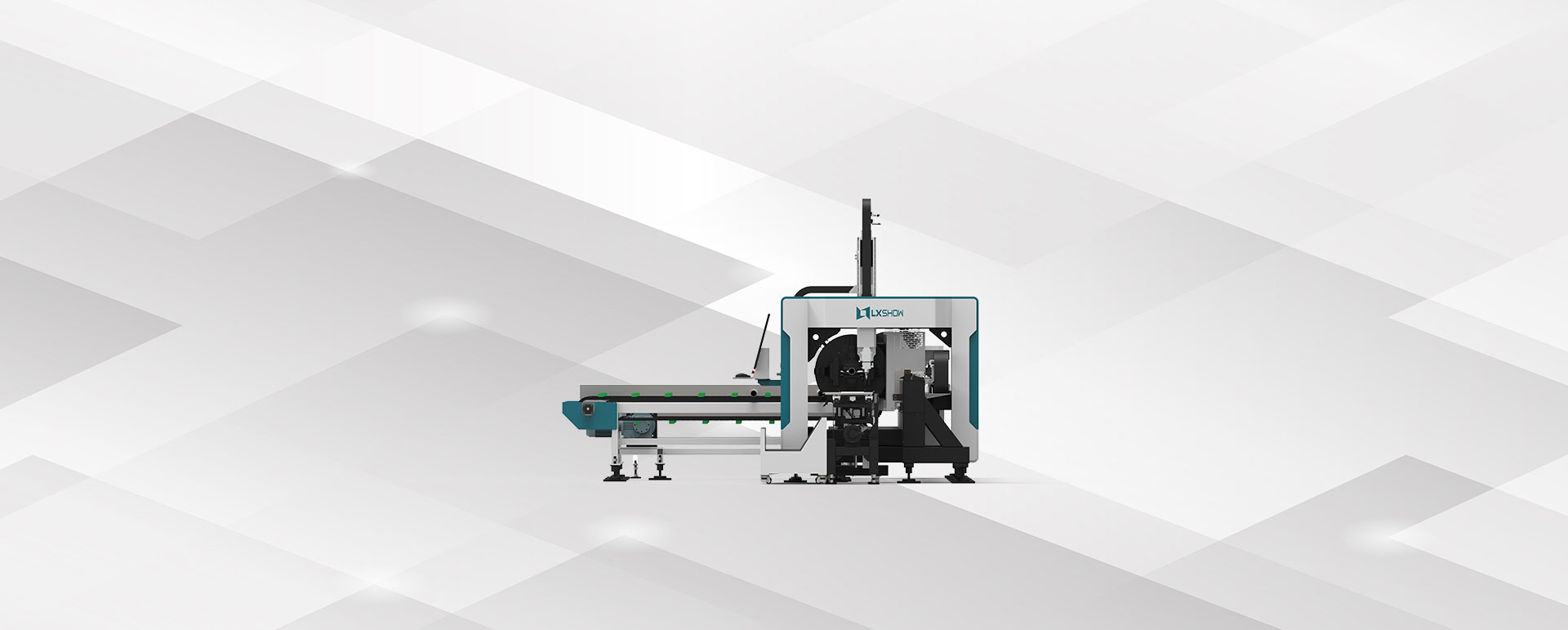
Dispositif Axis
La traverse du dispositif de l'axe X adopte une structure à portique, constituée d'un assemblage soudé de tubes carrés et de plaques d'acier. Le portique est fixé sur le bâti, et l'axe X est entraîné par un servomoteur qui actionne un système pignon-crémaillère pour réaliser le mouvement de va-et-vient du plateau coulissant selon l'axe X. Durant ce mouvement, un interrupteur de fin de course limite la position et garantit la sécurité de fonctionnement du système.
Parallèlement, l'axe X/Z possède son propre couvercle d'organe afin de protéger la structure interne et d'obtenir une meilleure protection et une meilleure élimination de la poussière.
Le dispositif de l'axe Z assure principalement le mouvement de haut en bas de la tête laser.
L'axe Z peut être utilisé comme axe CNC pour effectuer son propre mouvement d'interpolation, et en même temps, il peut être relié aux axes X et Y, et peut également être commuté en contrôle de suivi pour répondre aux besoins de différentes situations.
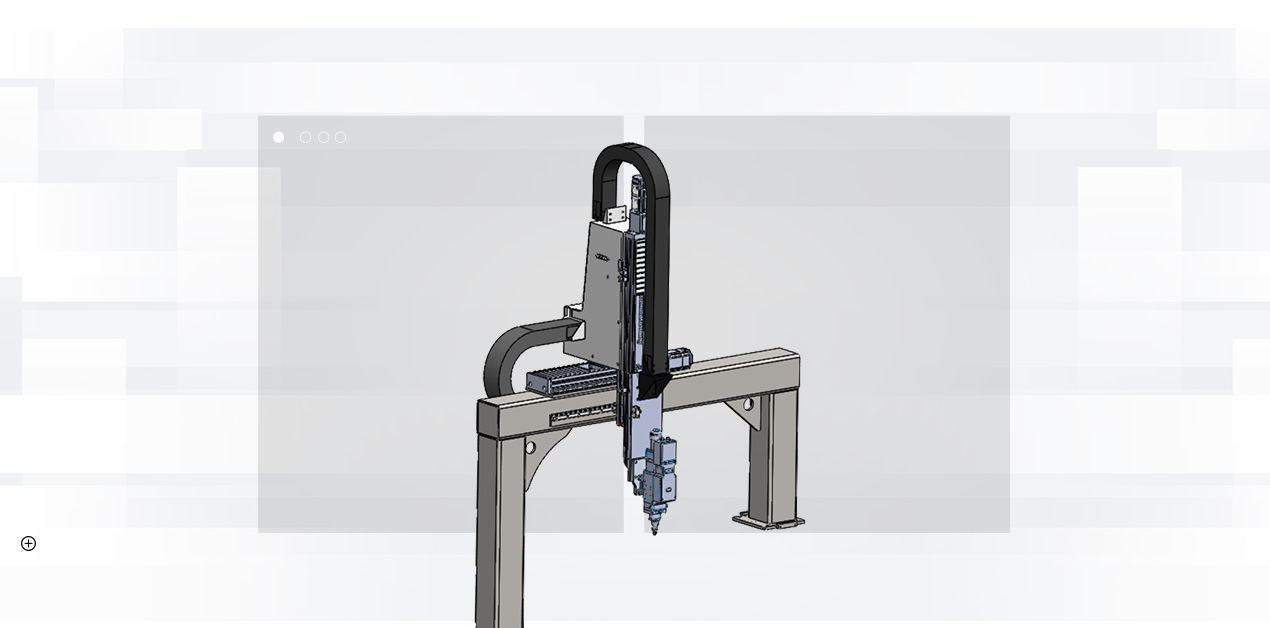
Dispositif Axis
La traverse du dispositif de l'axe X adopte une structure à portique, constituée d'un assemblage soudé de tubes carrés et de plaques d'acier. Le portique est fixé sur le bâti, et l'axe X est entraîné par un servomoteur qui actionne un système pignon-crémaillère pour réaliser le mouvement de va-et-vient du plateau coulissant selon l'axe X. Durant ce mouvement, un interrupteur de fin de course limite la position et garantit la sécurité de fonctionnement du système.
Parallèlement, l'axe X/Z possède son propre couvercle d'organe afin de protéger la structure interne et d'obtenir une meilleure protection et une meilleure élimination de la poussière.
Le dispositif de l'axe Z assure principalement le mouvement de haut en bas de la tête laser.
L'axe Z peut être utilisé comme axe CNC pour effectuer son propre mouvement d'interpolation, et en même temps, il peut être relié aux axes X et Y, et peut également être commuté en contrôle de suivi pour répondre aux besoins de différentes situations.
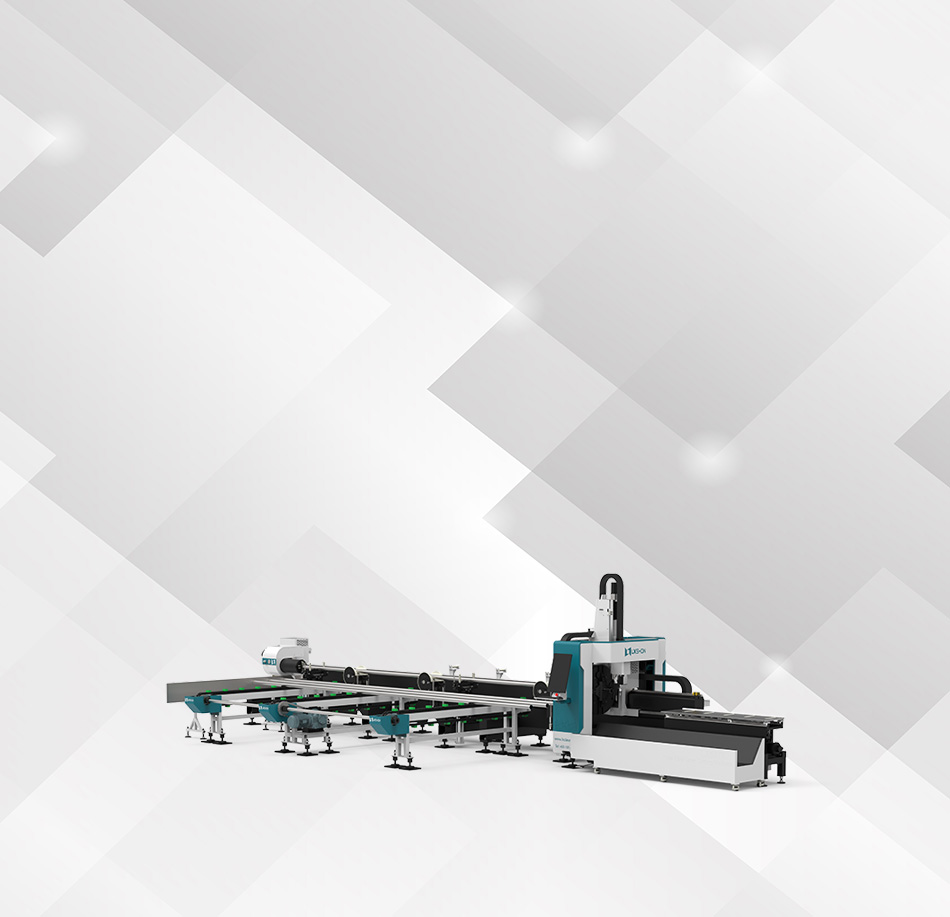
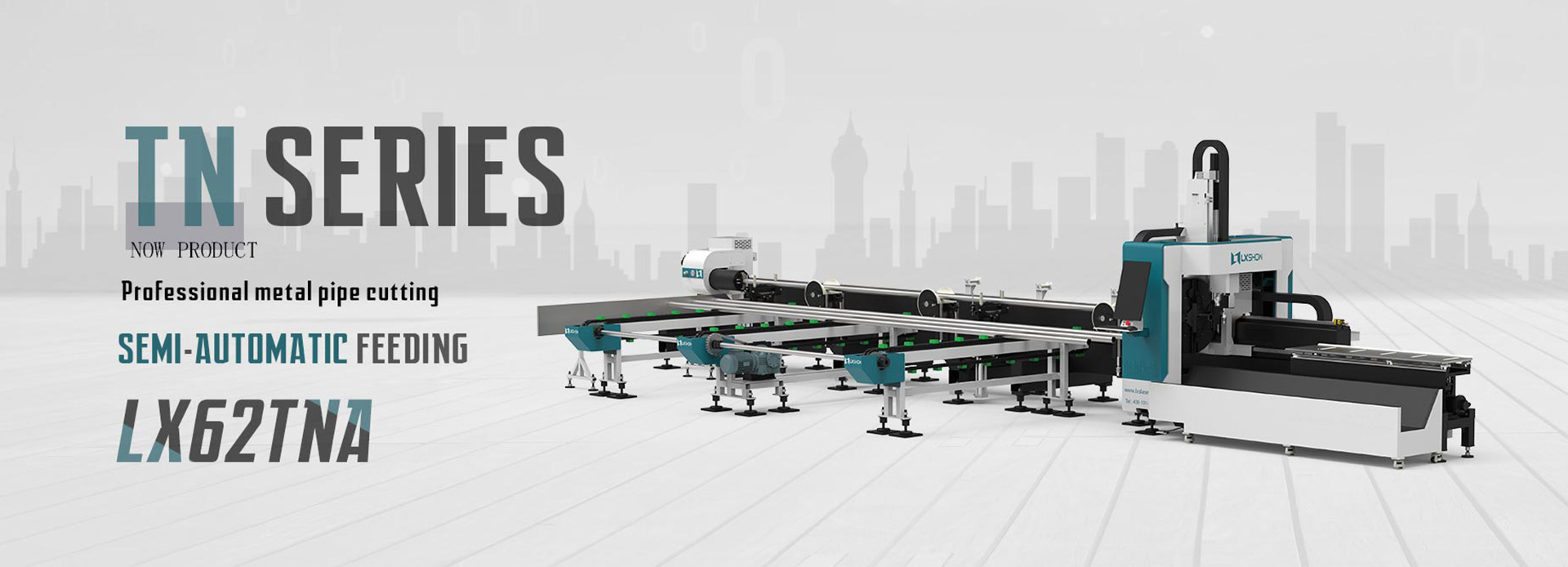
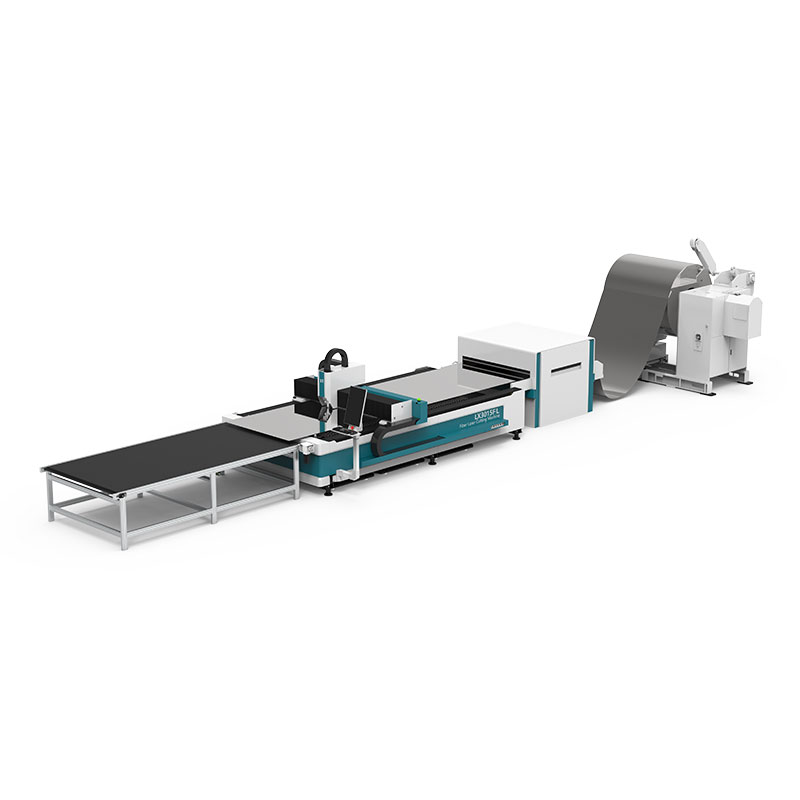
Machine de découpe laser à fibre LX62TN pour tubes métalliques (fer, acier inoxydable, acier au carbone)
Documents de candidature :
La machine de découpe de métaux au laser à fibre est adaptée à la découpe de métaux tels que les tubes en acier inoxydable, les tubes en acier doux, les tubes en acier au carbone, les tubes en acier allié, les tubes en acier à ressort, les tuyaux en fer, les tubes en acier galvanisé, les tuyaux en aluminium, les tubes en cuivre, les tubes en laiton, les tuyaux en bronze, les tuyaux en titane, les tubes métalliques, etc.
Secteurs d'application :
Les machines de découpe laser à fibre sont largement utilisées dans la fabrication de panneaux d'affichage, de publicités, d'enseignes, de lettres métalliques, de lettres LED, d'articles de cuisine, de lettres publicitaires, dans le traitement de tubes métalliques, de composants et de pièces métalliques, de ferronnerie, de châssis, de rayonnages et d'armoires, d'objets d'artisanat en métal, d'objets d'art en métal, dans la découpe de panneaux d'ascenseur, dans la quincaillerie, dans les pièces automobiles, dans les montures de lunettes, dans les pièces électroniques, dans les plaques signalétiques, etc.

-

LX9060QF Laser à fibre compact et raffiné à petit prix...
-

LX612TNA Nouveau chargeur semi-automatique haute vitesse ...
-

LX3015D CNC Découpe laser fibre pour plaques métalliques Mac...
-

LX3015FCT Nouvelle découpeuse laser à fibre monoplateforme...
-
Ligne d'assemblage entièrement automatique CNC 3015FL Bobine S...
-

LX3015F Meilleure découpeuse laser fibre CNC pour tôles...











