









buse d'alimentation en poudre
1. Buse d'alimentation en poudre coaxiale à trois/quatre voies : la poudre est directement extraite de la buse à trois/quatre voies, convergeant en un point. Le point de convergence étant petit, la direction de la poudre est moins affectée par la gravité et la directionnalité est bonne, ce qui convient à la restauration laser tridimensionnelle et à l'impression 3D.
2. Buse d'alimentation de poudre annulaire coaxiale : La poudre est introduite par trois ou quatre canaux, puis, après homogénéisation interne, elle est évacuée sous forme d'un anneau convergent. Le point de convergence, relativement large, est plus uniforme et convient mieux à la fusion laser avec des points de grande taille. Il est également adapté au rechargement laser avec un angle d'inclinaison inférieur à 30°.
3. Buse d'alimentation latérale en poudre : structure simple, faible coût, installation et réglage aisés ; la grande distance entre les sorties de poudre permet un meilleur contrôle de la poudre et de la lumière. Cependant, l'asymétrie du faisceau laser et de l'arrivée de poudre, ainsi que la limitation de la direction de balayage, empêchent la génération d'une couche de revêtement uniforme dans toutes les directions et la rendent inadaptée au revêtement 3D.
4. Buse d'alimentation en poudre en forme de barre : la poudre est introduite des deux côtés, après traitement d'homogénéisation par le module de sortie de poudre, la poudre sort en forme de barre et se rassemble en un seul endroit pour former un point de poudre en forme de bande de 16 mm × 3 mm (personnalisable), et la combinaison correspondante de points en forme de bande permet de réaliser une réparation de surface laser grand format et d'améliorer considérablement l'efficacité.
Alimentateur de poudre
principaux paramètres du chargeur de poudre à double canon
Modèle de doseur de poudre : EMP-PF-2-1
Cylindre d'alimentation en poudre : alimentation en poudre à double cylindre, contrôlable indépendamment par automate programmable
Mode de contrôle : basculement rapide entre le mode débogage et le mode production
Dimensions : 600 mm x 500 mm x 1450 mm (longueur, largeur et hauteur)
Tension : 220 V CA, 50 Hz ;
Puissance : ≤ 1 kW
Granulométrie des poudres utilisables : 20-200 µm
Vitesse du disque d'alimentation en poudre : régulation de vitesse en continu de 0 à 20 tr/min ;
Précision de répétition de l'alimentation en poudre : <±2 % ;
Source de gaz requise : azote/argon
Autres : L'interface utilisateur peut être personnalisée selon les besoins.


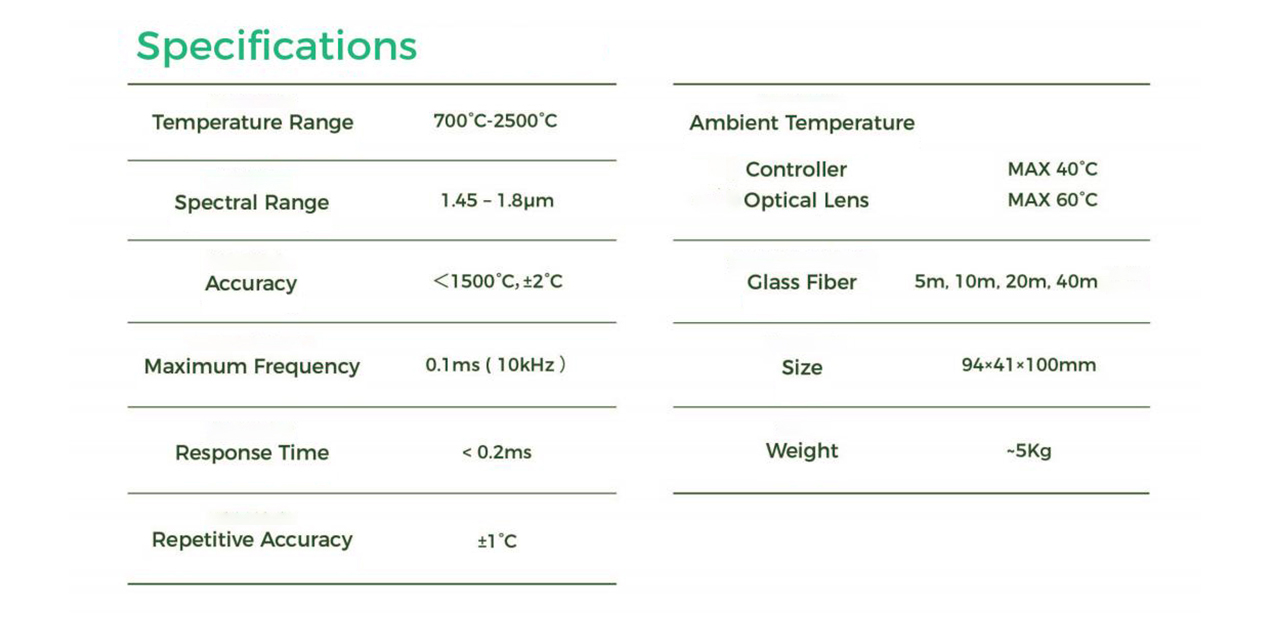
Pyromètre laser
Le contrôle de température en boucle fermée, comme la trempe laser, le revêtement et le traitement de surface, permet de maintenir avec précision la température de durcissement des bords, des saillies ou des trous.
La plage de températures de test est de 700℃ à 2500℃.
Commande en boucle fermée, jusqu'à 10 kHz.
Des logiciels puissants pour
configuration des processus, visualisation et
stockage de données.
Bornes d'E/S industrielles avec E/S numériques 24 V et analogiques 0-10 V pour lignes d'automatisation
intégration et connexion laser.
avantages du rechargement laser


Applications du rechargement laser
●Dans l'industrie automobile, par exemple pour les soupapes de moteur, les rainures de cylindre, les engrenages, les sièges de soupape d'échappement et certaines pièces qui nécessitent une résistance élevée à l'usure, à la chaleur et à la corrosion ;
●Dans l'industrie aérospatiale, certaines poudres d'alliage sont déposées sur la surface des alliages de titane pour résoudre les problèmes liés à leur coefficient de frottement élevé et à leur faible résistance à l'usure ;
●Après que la surface du moule dans l'industrie des moules soit traitée par revêtement laser, sa dureté de surface, sa résistance à l'usure et sa résistance aux hautes températures sont considérablement améliorées ;
● L’application du rechargement laser pour les cylindres dans l’industrie sidérurgique est devenue très courante.
paramètre
Principe de fonctionnement du rechargement laser
En ajoutant des matériaux de revêtement à la surface du substrat et en utilisant un faisceau laser à haute densité d'énergie pour les fusionner avec la fine couche présente à la surface du substrat, une couche de revêtement liée métallurgiquement est formée sur la surface du substrat.
Nous devons savoir
Si vous souhaitez savoir si le rechargement laser vous convient, vous devez préciser les points suivants :
1. De quel matériau est fait votre produit ; quel matériau nécessite un revêtement ;
2. Concernant la forme et la taille du produit, il est préférable de fournir des photos ;
3. Vos exigences spécifiques en matière de traitement : position de traitement, largeur, épaisseur et performances du produit après traitement ;
4. Besoin d'efficacité de traitement ;
5. Quel est le coût requis ?
6. Le type de laser (fibre optique ou semi-conducteur), sa puissance et la taille de focalisation souhaitée ; s'il s'agit d'un robot de support ou d'une machine-outil ;
7. Êtes-vous familiarisé avec le procédé de rechargement laser et avez-vous besoin d'assistance technique ?
8. Existe-t-il une exigence précise concernant le poids de la tête de rechargement laser (en particulier, la charge du robot doit être prise en compte lors du support du robot) ;
9. Quel est le délai de livraison requis ?
10. Avez-vous besoin d'une relecture (assistance à la relecture) ?







