





Caractéristiques
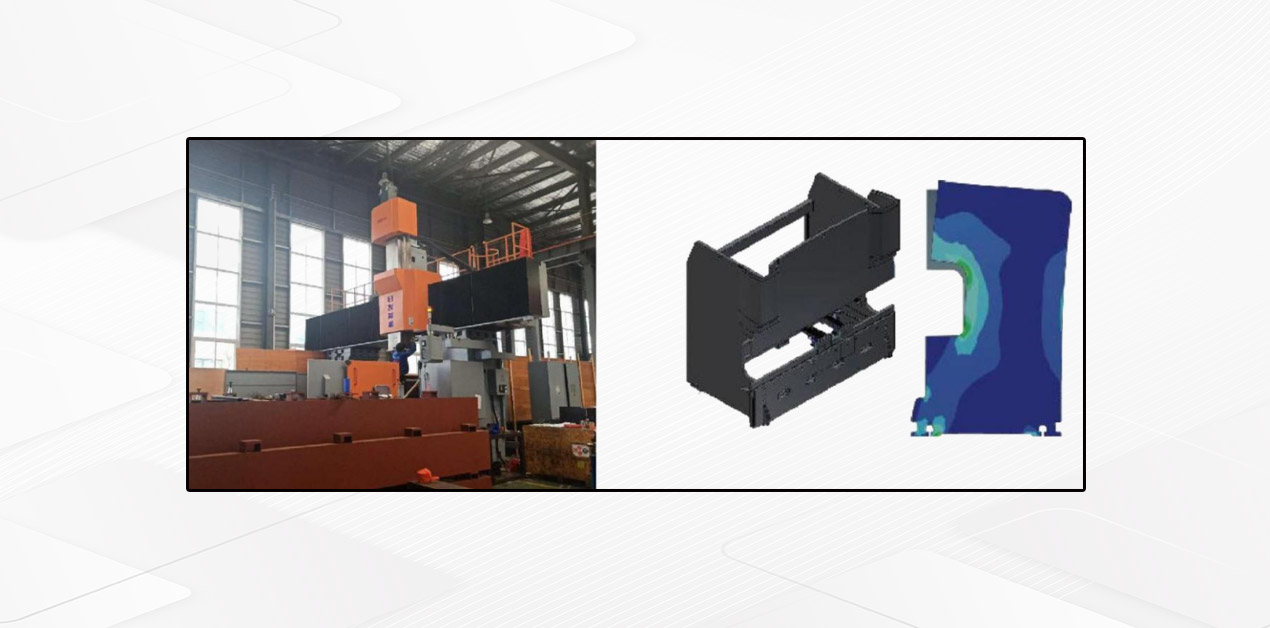
• Structure entièrement soudée en acier, avec une résistance et une rigidité suffisantes ;
• Structure à course descendante hydraulique, fiable et fluide ;
• Unité d'arrêt mécanique, couple synchrone et haute précision ;
•La butée arrière adopte le mécanisme de butée arrière à vis de type T avec tige lisse, entraînée par un moteur ;
•Outil supérieur avec mécanisme de compensation de tension, afin de garantir une haute précision de pliage ;
• Système NC TP10S
Système CNC
• Écran tactile TP10S
• Prise en charge de la programmation d'angle et de la commutation de la programmation de profondeur
• Prise en charge des paramètres de moule et de la bibliothèque de produits
• Chaque étape permet de régler librement la hauteur d'ouverture.
• La position du point de changement de vitesse peut être librement contrôlée.
• Il permet une expansion multi-axes de Y1, Y2 et R
• Assistance à la commande de la table de travail à bombage mécanique
• Prise en charge des programmes de génération automatique d'arcs circulaires de grande taille
• La prise en charge du point mort haut, du point mort bas, du pied libre, du délai et d'autres options de changement de pas permet d'améliorer efficacement l'efficacité du traitement.
• Support d'un pont électromagnétique simple
• Prise en charge de la fonction de pont roulant pneumatique entièrement automatique pour palettes
• Prise en charge du pliage automatique, réalisation d'un contrôle de pliage sans opérateur et prise en charge jusqu'à 25 étapes de pliage automatique
• Prise en charge du contrôle temporel de la configuration du groupe de vannes, descente rapide, descente lente, retour, déchargement et action de la vanne
• Elle comporte 40 bibliothèques de produits, chaque bibliothèque de produits comportant 25 étapes, le grand arc circulaire supportant 99 étapes.


Pince rapide pour outil supérieur
Le dispositif de serrage supérieur de l'outil assure un serrage rapide.
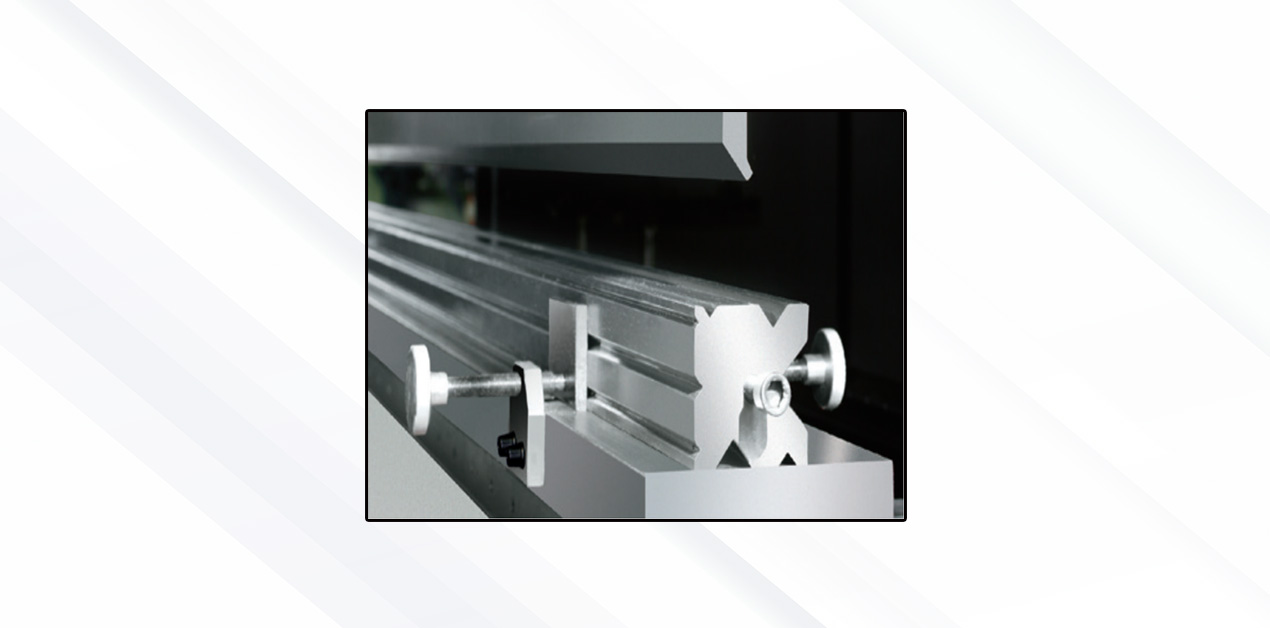
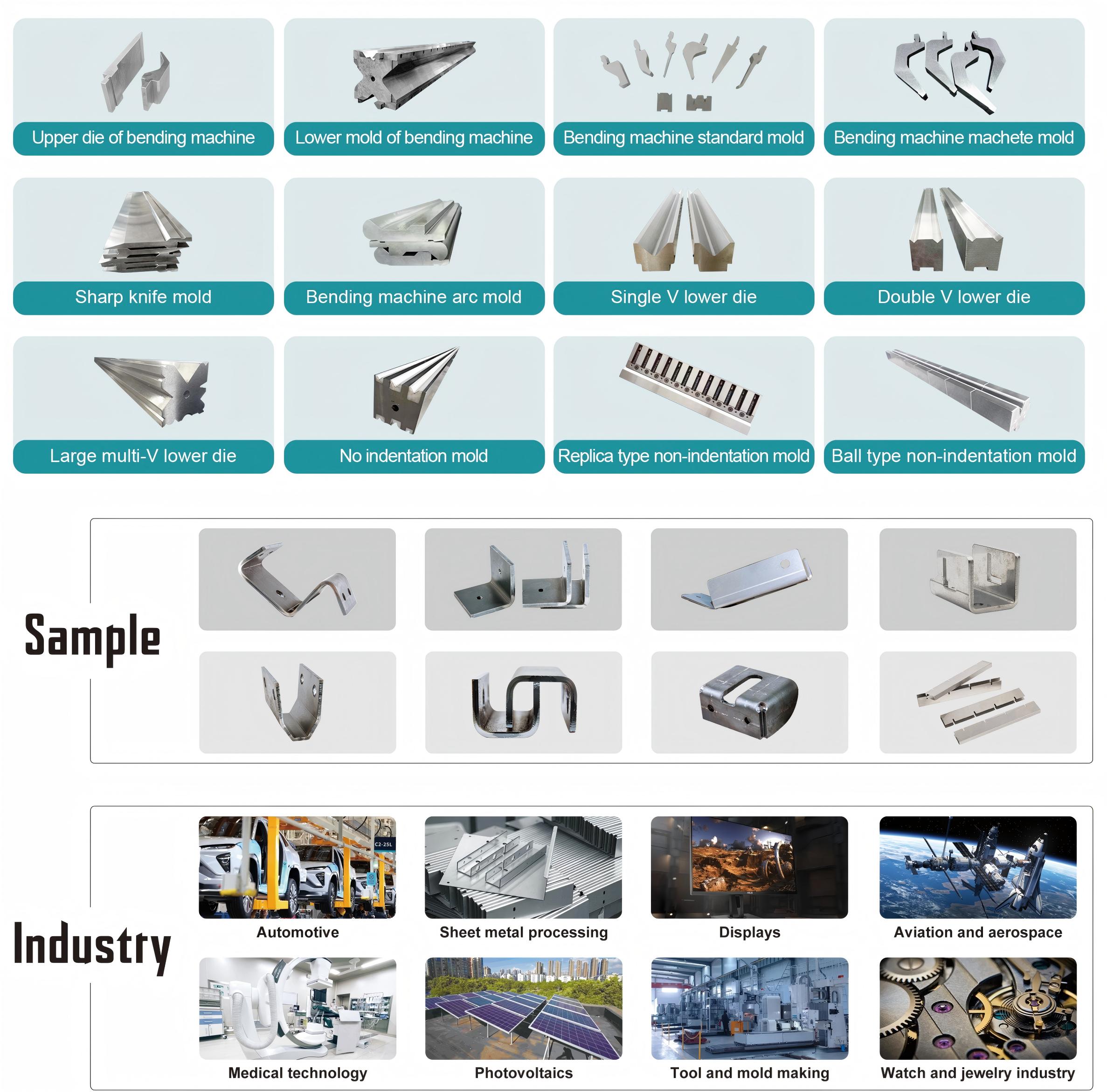
Serrage de matrice inférieure multi-V (option)
· Matrice inférieure multi-V avec différentes ouvertures

butée arrière
·La vis à billes/le guide-ligne sont de haute précision
Support avant
• Plateforme en alliage d'aluminium, aspect attrayant et réduction des rayures sur la pièce à usiner.

Facultatif

Compensation de couronnement pour table de travail
Un coin convexe est constitué d'un ensemble de coins obliques convexes à surface biseautée. Chaque coin saillant est conçu par analyse par éléments finis en fonction de la courbe de déformation du chariot et de la table de travail.
Le système de commande numérique calcule la compensation nécessaire en fonction de la force appliquée. Cette force provoque la flexion et la déformation des plateaux verticaux du chariot et de la table. Le système contrôle automatiquement le mouvement relatif du coin convexe afin de compenser efficacement la déformation causée par le chariot et le support de table, et d'obtenir ainsi une pièce à cintrer parfaitement.

matrice de fond à changement rapide
· Adopter un système de serrage à changement rapide 2 V pour la matrice inférieure
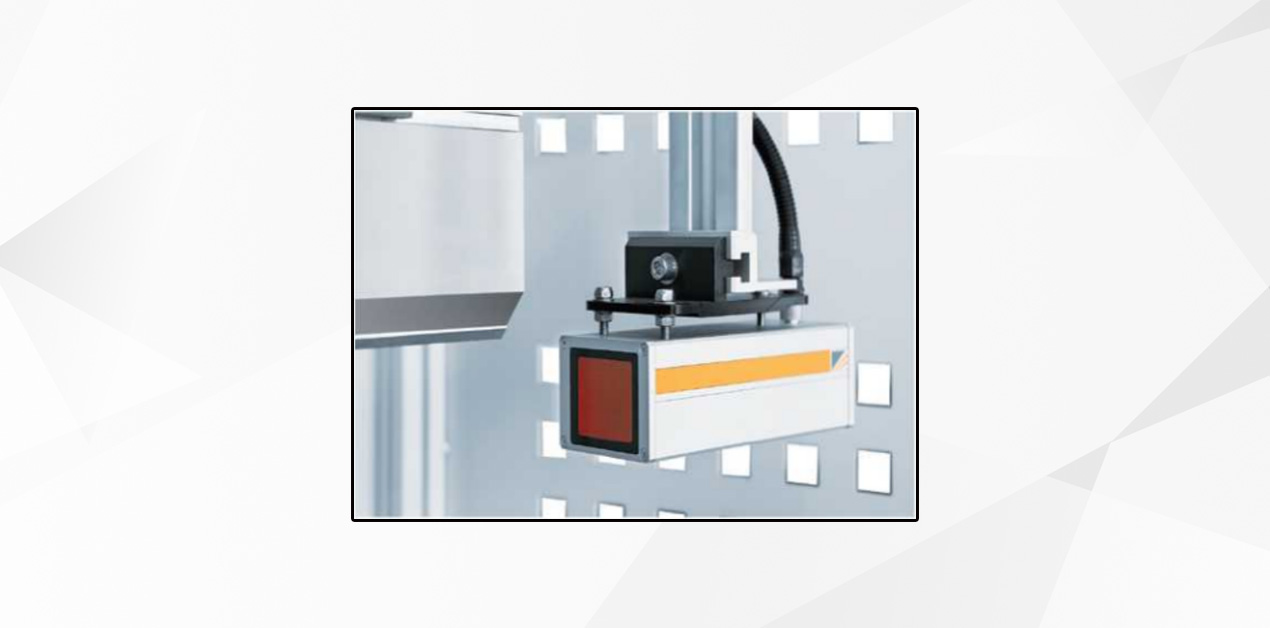
Protection de sécurité Lasersafe
• Protection de sécurité Lasersafe PSC-OHS, communication entre le contrôleur CNC et le module de contrôle de sécurité
• Double faisceau de protection situé à moins de 4 mm de l'extrémité de l'outil supérieur, pour protéger les doigts de l'opérateur ; trois zones (avant, milieu et arrière) du dispositif peuvent être fermées de manière flexible, assurant un traitement complexe du pliage de boîtes ; point silencieux à 6 mm, pour une production efficace et sûre.
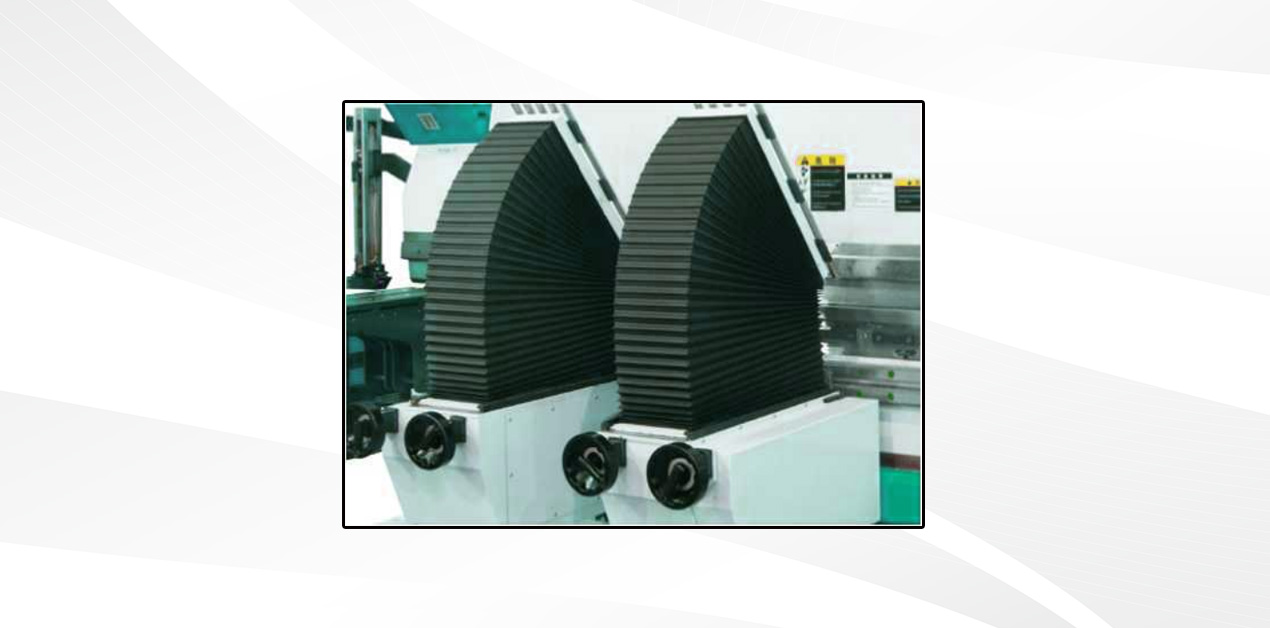
Aide au pliage de servomoteurs mécaniques
· Lorsque la plaque de support de pliage marquée peut réaliser la fonction de retournement suivant, l'angle et la vitesse de suivi sont calculés et contrôlés par le contrôleur CNC, se déplaçant le long du guide linéaire gauche et droite.
• Réglez la hauteur manuellement, vers le haut ou vers le bas ; l'avant et l'arrière peuvent également être ajustés manuellement pour s'adapter à différentes ouvertures de matrice inférieure.
·La plateforme de support peut être en brosse ou en tube d'acier inoxydable ; selon la taille de la pièce, un mouvement de liaison à deux supports ou un mouvement séparé peut être choisi.
Paramètres de la machine à cintrer les métaux
| Paramètres | ||||||
| Modèle | Poids | Diamètre du cylindre d'huile | Course du cylindre | Tableau mural | Curseur | Plaque verticale d'établi |
| WG67K-30T1600 | 1,6 tonne | 95 | 80 | 18 | 20 | 20 |
| WG67K-40T2200 | 2,1 tonnes | 110 | 100 | 25 | 30 | 25 |
| WG67K-40T2500 | 2,3 tonnes | 110 | 100 | 25 | 30 | 25 |
| WG67K-63T2500 | 3,6 tonnes | 140 | 120 | 30 | 35 | 35 |
| WG67K-63T3200 | 4 tonnes | 140 | 120 | 30 | 35 | 40 |
| WG67K-80T2500 | 4 tonnes | 160 | 120 | 35 | 40 | 40 |
| WG67K-80T3200 | 5 tonnes | 160 | 120 | 35 | 40 | 40 |
| WG67K-80T4000 | 6 tonnes | 160 | 120 | 35 | 40 | 45 |
| WG67K-100T2500 | 5 tonnes | 180 | 140 | 40 | 50 | 50 |
| WG67K-100T3200 | 6 tonnes | 180 | 140 | 40 | 50 | 50 |
| WG67K-100T4000 | 7,8 tonnes | 180 | 140 | 40 | 50 | 60 |
| WG67K-125T3200 | 7 tonnes | 190 | 140 | 45 | 50 | 50 |
| WG67K-125T4000 | 8 tonnes | 190 | 140 | 45 | 50 | 60 |
| WG67K-160T3200 | 8 tonnes | 210 | 190 | 50 | 60 | 60 |
| WG67K-160T4000 | 9 tonnes | 210 | 190 | 50 | 60 | 60 |
| WG67K-200T3200 | 11 tonnes | 240 | 190 | 60 | 70 | 70 |
| WC67E-200T4000 | 13 tonnes | 240 | 190 | 60 | 70 | 70 |
| WG67K-200T5000 | 15 tonnes | 240 | 190 | 60 | 70 | 70 |
| WG67K-200T6000 | 17 tonnes | 240 | 190 | 70 | 80 | 80 |
| WG67K-250T4000 | 14 tonnes | 280 | 250 | 70 | 70 | 70 |
| WG67K-250T5000 | 16 tonnes | 280 | 250 | 70 | 70 | 70 |
| WG67K-250T6000 | 19 tonnes | 280 | 250 | 70 | 70 | 80 |
| WG67K-300T4000 | 15 tonnes | 300 | 250 | 70 | 80 | 90 |
| WG67K-300T5000 | 17,5 tonnes | 300 | 250 | 80 | 90 | 90 |
| WG67K-300T6000 | 25 tonnes | 300 | 250 | 80 | 90 | 90 |
| WG67K-400T4000 | 21 tonnes | 350 | 250 | 80 | 90 | 90 |
| WG67K-400T6000 | 31 tonnes | 350 | 250 | 90 | 100 | 100 |
| WG67K-500T4000 | 26 tonnes | 380 | 300 | 100 | 110 | 110 |
| WG67K-500T6000 | 40 tonnes | 380 | 300 | 100 | 120 | 120 |

Échantillons
Conditionnement

Usine

Notre service
Visite du client

Activité hors ligne

FAQ
Q : Disposez-vous du certificat CE et des autres documents nécessaires au dédouanement ?
A : Oui, nous avons la certification CE et nous vous offrons un service complet.
Nous vous montrerons d'abord le produit, puis après l'expédition, nous vous fournirons le certificat CE, la liste de colisage, la facture commerciale et le contrat de vente pour le dédouanement.
A : Pourriez-vous me préciser le type de matériaux (acier au carbone ou acier inoxydable) et leur épaisseur ? Quelle est la largeur de pliage maximale ? Je pourrai ainsi vous confirmer le modèle de machine approprié.
-

Manuel Wg67K-80t2500 Panneau de tôlerie Ben...
-

WC67K-125T4000 Machine de pliage CNC la moins chère Sol...
-

WG67K-200t6000 Tôle d'acier CNC haute efficacité M...
-

LX-6020 Universel Haute efficacité Tout Électrique ...
-

Machine de pliage de métaux efficace WG67K-30T1600...
-

Cintreuse hydraulique électrique double WE67K-300T4000...











